1 卸鉄、下げ、水火床 による脱炭
まず、この技術を開発するに当たり、主に参考にした卸鉄(おろしがね)、下げ(さげ)、水火床(みずほど)による脱炭の作業の概略を説明し、その特徴を私なりに整理をして述べておきます。
1.1 卸鉄
まず卸鉄ですが、比較的小規模で少量の地鉄を処理するのに適していて、一度に数百匁の地鉄の処理が出来ます。卸鉄は色々な種類の地鉄を、その特性に合わせて少量づつ処理して吸炭や脱炭の作業を行い、一定の品質を保った鋼に仕立てるのに向いています。この方法は刀鍛冶の間では地鉄の質を調整する時の最も基本的な技術で、今でも刀鍛冶の工房で広く行われています。ただ、地鉄を自由に操る事は出来ますがその分作業が煩雑で、作家的に少数の作品を作る仕事には向いていても、大量の材料を短時間に処理する仕事には向いていません。
卸鉄炉概念図
卸鉄の作業は通常鍛錬を行う火床で行われ、粉炭等を火床の前後に入れて火床を仕切り筒状になった火床の上から細かく割った地鉄と炭を一緒に投入します。その時の炭の大きさや硬さ、羽口から送り込む空気の量、火床自体の温度や火床に使う粉炭の湿り具合などを調節する事により、吸炭や脱炭の反応を調整して、羽口の下辺りに二次製錬された鋼の塊を作ります。使用される羽口は短めで概ね出口に向かって口径が小さく絞られています。傾斜角は卸す地鉄の性質に合わせ調節します。また、現在では卸鉄専用の炉を使って作業を行う刀鍛冶も多くいます。
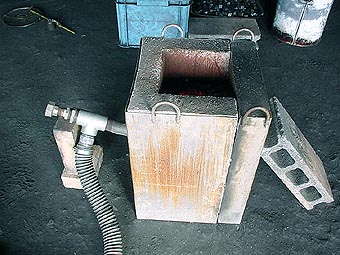
卸鉄専用炉
1.2 下げ
次に下げですが、下げについては戦前の俵國一氏の詳細な研究1)が有りますので、私は主にそちらを参考にしました。
下げは概ね「下げ場」と「本場」の2段階に分けて行われていました。江戸時代の主な包丁鉄の供給方法だった為、生産方法の効率化が計られその規模も非常に大きく、下げ場では一度に数十貫目の銑鉄を処理しています。材料の銑は大きな塊のものを羽口の前辺りに合掌又はアーチ形に組んで配置し、その上から炭をかぶせて送風して加熱します。銑は表面からゆっくり溶けて脱炭作用を受け、順次崩れ落ちて火床の底に白熱の鉄塊として固まります。
下げ炉概念図
本場は仕上げの作業に使われた様ですが、下げ場に比べてかなり小さく、一度に処理できる地鉄の量は下げ場の10分の1程度だったとされています。本場では、下げ場で出来た鉄塊を10等分して再び加熱溶融し、下げ場で脱炭しきれなかった炭素を取り除き、品質を平均化するなどの仕上げの作業が行われたようです。脱炭をさせる為の作業は外見上、下げ場と同じような内容を繰り返していたようですが、本場で出来た鉄塊は火床から引き出された後、槌で打ち延ばされ、作業中に地鉄が酸化して出来たノロを絞り出すなどして包丁鉄などの製品に仕立てています。
下げで使用される羽口は、先に行くに従い緩やかに広がっていて、長く火床中に突き出した状態で設置してあり、使用する度に溶けて短くなります。取り付けの傾斜角は下げ場で4度、本場で18度前後と浅いものです。
1.3 水火床による脱炭
水火床は前出の俵國一氏の著書2)にもその記述がありますが、さらに岡田廣吉氏は著書3)の中でその発生について、天保年間に常陸の国で始まったという伝承を上げ、その発生場所も鉱山などの大口の鉄の消費者の間であり、そういった集団の間で広がった技術であろうとの考察を述べられています。明治に入ってから行われていた水火床での延鉄生産作業では鼠銑鉄を使い、予め焙焼炉若しくは焼銑窯と云われる炉で前処理をして、一度に1貫目前後の地鉄を処理したと記録に有ります。
水火床はその火床の構造が特異で、内径で直径1尺、深さ1尺程度の瓶を火床の底に据えた様な構造になっています。実際の作業においては、まずその窪みに炭をつめ、水を1升ばかり注ぎその上に材料の銑を配置します。銑は前回の操業時に予め加熱した大きめの塊一個と、もう一つの比較的小さい銑 塊を使い、小さい銑塊に大きい銑塊を立てかけるようにして羽口の前に配置し、更に、その上に栗炭をかぶせて加熱溶融し脱炭させたと記録にあります。
水火床概念図
この火床で使用された羽口は若干先で絞った程度でそれほど長くはなく、取り付けの傾斜角も10度前後と緩やかな物です。